راهنمای جامع متههای چوب: دقت، قدرت و عملکرد در نجاری حرفهای
متههای مته چوب، اوج فناوری تخصصی سوراخکاری برای نجاری را نشان میدهند. برخلاف متههای پیچشی یا متههای بیل استاندارد، متهها دارای طراحی مارپیچی منحصر به فردی هستند که زبالهها را به سمت بالا هدایت میکنند و در عین حال سوراخهای عمیق و فوقالعاده تمیزی را با حداقل تلاش ایجاد میکنند. از سازندگان مبلمان گرفته تا نصابهای درب، متخصصان برای کارهایی که نیاز به دقت در عمق، قطر و پرداخت دارند - چه ساخت اتصالات رولپلاک، چه عبور سیم از میان تیرها یا نصب قفلهای استوانهای - به این متهها متکی هستند.
مهندسی هسته و ویژگیها
۱. طراحی فلوت پیشرفته و هندسه برش
- پیکربندی چند شیاره: متههای درجه یک دارای ۳-۴ شیار مارپیچی (شیار) هستند که مانند سیستمهای نقاله عمل میکنند و تراشههای چوب را به طور موثر به سمت بالا پرتاب میکنند. این امر از گرفتگی سوراخهای عمیق (تا ۳۰۰-۴۰۰ میلیمتر) جلوگیری میکند و باعث کاهش گرما میشود. طرحهای تک شیاره برای چوبهای نرمتر مناسب هستند، در حالی که انواع ۴ شیاره برای چوبهای سخت یا چوبهای رزینی عالی هستند.
- راهنمای نوک پیچ: یک نقطه پیچ خود تغذیه شونده در نوک، مته را به داخل چوب میکشد، از لغزش جلوگیری میکند و دقت سوراخ را از همان چرخش اول تضمین میکند. این در تضاد با متههای بیلچهای است که به فشار محکمی نیاز دارند و اغلب از علامت خارج میشوند.
- تیغههای تیزکننده: لبههای تیز روی حاشیه مته، الیاف چوب را قبل از بلند کردن مواد توسط بدنه اصلی، به طور تمیز برش میدهند و در نتیجه سوراخهای ورودی و خروجی بدون تراشه ایجاد میکنند - که برای قابل مشاهده بودن اتصالات بسیار مهم است.
۲. مهندسی Shank برای قدرت و سازگاری
- تسلط بر پایه شش گوش: بیش از ۸۰٪ از متههای مدرن از پایههای شش گوش ۶.۳۵ میلیمتری (۱/۴ اینچ) یا ۹.۵ میلیمتری (۳/۸ اینچ) استفاده میکنند. این پایهها به طور ایمن در سه نظامهای تعویض سریع (مثلاً در پیچهای ضربهای) قفل میشوند و از لغزش در گشتاور بالا جلوگیری میکنند. پایههای SDS و گرد همچنان گزینههای مناسبی برای دکلهای تخصصی هستند.
- یقه تقویتشده: مدلهای مقاوم در برابر فشار بالا شامل یک یقه فولادی ضخیم در زیر ساقه هستند که از خم شدن در حین سوراخکاری شدید در چوب بلوط یا افرای متراکم جلوگیری میکند.
۳. علم مواد: از فولاد تندبر (HSS) تا کاربید
- فولاد تندبر (HSS): استاندارد صنعتی برای تعادل هزینه و دوام. تیزی را تا دمای ۳۵۰ درجه سانتیگراد حفظ میکند و در برابر ۲ تا ۳ بار تیز شدن مجدد مقاومت میکند. ایدهآل برای نجاری عمومی.
- فولاد پرکربن: سختتر از HSS اما شکنندهتر. بهترین گزینه برای سوراخکاری چوب نرم با حجم بالا که در آن حفظ لبه بر مقاومت در برابر ضربه غلبه میکند.
- نوک کاربیدی: دارای لبههای برش کاربید تنگستن لحیمکاری شده برای سوراخکاری کامپوزیتهای ساینده، چوب چندلایه یا الوار یخزده. 5 تا 8 برابر بیشتر از HSS دوام میآورد اما 3 برابر گرانتر است.
جدول: مقایسه مواد مته اوگر
| نوع ماده | بهترین برای | عمر حفاری | عامل هزینه |
|---|---|---|---|
| فولاد پر کربن | چوبهای نرم، کار با حجم بالا | متوسط | $ |
| فولاد تندبر (HSS) | چوبهای سخت، مواد ترکیبی | بالا | $$ |
| نوک کاربیدی | کامپوزیتها، چوبهای ساینده | بسیار بالا | $$$$ |
مزایای فنی نسبت به متههای معمولی
- قابلیت عمق: متههای حلزونی تا عمق ۱۰ برابر قطر خود (مثلاً مته ۴۰ میلیمتری → عمق ۴۰۰ میلیمتر) را بدون گیر کردن سوراخ میکنند - که با متههای فورستنر یا بیلچه قابل مقایسه نیست.
- سرعت و کارایی: نوک پیچ، مته را با سرعتی ۲ تا ۳ برابر سرعت تغذیه یک دریل مارپیچی میکشد و سوراخهایی به عمق ۲۵ میلیمتر را در چوبهای سخت در کمتر از ۵ ثانیه با یک دریل ۱۰۰۰ دور در دقیقه ایجاد میکند.
- تلرانسهای دقیق: متههای صنعتی (مثلاً دارای گواهینامه ISO9001) قطرهایی در محدوده ±0.1 میلیمتر دارند که برای پینهای رولپلاک یا نصب قفل بسیار مهم است. متههای ناهماهنگ (مثلاً مته 1 اینچی با پیچش 7/8 اینچی) در جیگهای هدایتشده شکست میخورند، در حالی که متههای با نسبت واقعی 1:1 موفق میشوند.
- جلوگیری از برادهبرداری: شیارها بیش از ۹۵٪ از خردهها را تخلیه میکنند، اصطکاک را کاهش میدهند و از سوختن چوب پخته در سوراخهای عمیقتر از ۱۵۰ میلیمتر جلوگیری میکنند.
مشخصات فنی و راهنمای انتخاب
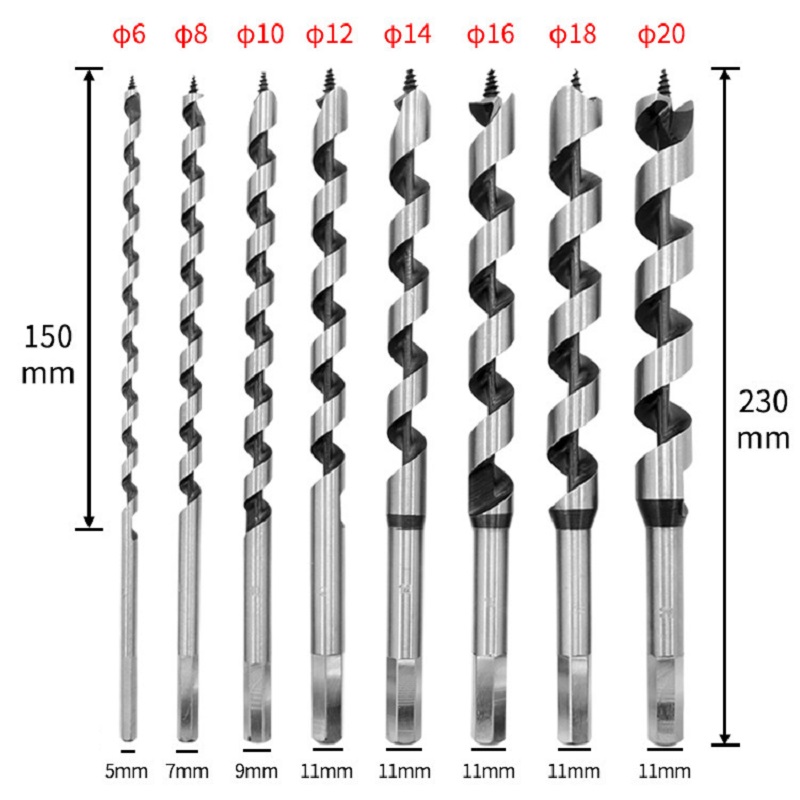
استانداردهای اندازه
- محدوده قطر: ۵ میلیمتر تا ۱۰۰ میلیمتر (مخصوص کار):
- ۶-۱۰ میلیمتر: رولپلاک، لولههای برق
- ۱۵ تا ۴۰ میلیمتر: سیلندرهای قفل، لولههای لولهکشی
- ۵۰ تا ۱۰۰ میلیمتر: تیرهای سازهای، اتصالات با قطر بزرگ
- کلاسهای طولی:
- کوتاه (۹۰ تا ۱۶۰ میلیمتر): کابینتها، سوراخهای چفت در
- بلند (۳۰۰-۴۰۰ میلیمتر): قاب چوبی، کامواژهای عمیق
پوششها و عملیات سطحی
- اکسید سیاه: اصطکاک را تا 20٪ کاهش میدهد و مقاومت در برابر خوردگی ملایمی را افزایش میدهد. استاندارد برای متههای HSS.
- براق و صیقلی: سطح صاف، چسبندگی رزین به چوب کاج یا سرو را به حداقل میرساند. در کاربردهای ایمن برای مواد غذایی رایج است.
- نیترید تیتانیوم (TiN): پوشش طلایی رنگ برای مقاومت در برابر سایش ۴ برابر؛ به دلیل هزینه بالا در متههای حلزونی کمیاب است.
جدول: انواع ساق و سازگاری
| نوع ساق پا | سازگاری ابزار | کنترل گشتاور | مورد استفاده |
|---|---|---|---|
| شش گوش (6.35 میلیمتر/9.5 میلیمتر) | متههای ضربهای، متههای سریع | بالا | ساخت و ساز عمومی |
| گرد | بریسهای سنتی، متههای دستی | متوسط | نجاری ظریف |
| SDS-پلاس | چکشهای چرخشی | بسیار بالا | سوراخکاری چوب با میخهای فرو رفته |
کاربردهای دنیای واقعی و نکات حرفهای
- نصب قفل در: برای سوراخهای قفل از متههای با قطر ۱ اینچ (با پیچش واقعی ۱ اینچ) استفاده کنید. از متههای بیلچهای اجتناب کنید - آنها لبههای زبانه را پاره میکنند و در برشهای عمیق منحرف میشوند.
- ساخت چوب: متههای ۳۲ میلیمتری با طول ۱۲ تا ۱۶ اینچ را با متههای گشتاور بالا (≥۶۵۰ نیوتنمتر) برای پایههای نرده یا اتصالات تیرها جفت کنید. هنگام سوراخکاری چوب رزینی، موم پارافین را به شیارها اضافه کنید.
- ساخت مبلمان: برای اتصالات رولپلاک، متههایی با عرض ۰.۱ میلیمتر پهنتر از رولپلاک انتخاب کنید تا امکان انبساط چسب وجود داشته باشد.
تضمین کیفیت و گواهینامهها
تولیدکنندگان برتر به استانداردهای ISO 9001 پایبند هستند و سختی (HRC 62-65 برای HSS)، دقت ابعادی و آزمایش بار را تأیید میکنند. متهها تحت آزمایشهای تخریب نمونه قرار میگیرند تا از مقاومت پیچشی بیش از 50 نیوتن متر اطمینان حاصل شود.
نتیجهگیری: ابزار ضروری نجاری
متههای مته چوب، اصول مکانیکی چند صد ساله را با متالورژی مدرن ادغام میکنند. تخلیه بهینه براده، ظرفیت عمق و دقت آنها، آنها را برای متخصصانی که به سرعت بدون فدا کردن کیفیت اهمیت میدهند، غیرقابل جایگزین میکند. هنگام انتخاب مته، مدلهای دارای گواهی HSS یا نوک کاربیدی با ساقه شش گوش و طرحهای چند شیاره را در اولویت قرار دهید - سرمایهگذاریهایی که با نتایج بیعیب و نقص و کاهش زمان خرابی کارگاه، خود را بازمیگردانند.
زمان ارسال: ۲۶ ژوئیه ۲۰۲۵